 Самый популярный метод сварки металлов, контактный, имеет некоторые разновидности. Одна из них – точечная сварка. Принцип действия здесь несколько сложнее, чем при других видах сварочного процесса.
Самый популярный метод сварки металлов, контактный, имеет некоторые разновидности. Одна из них – точечная сварка. Принцип действия здесь несколько сложнее, чем при других видах сварочного процесса.
Базируется он на возможности выполнения сварочного шва на соединяемых металлических частях при помощи электродов.
Нужной силы ток (он зависит от толщины металла) дает возможность нагреваться и расплавляться металлу в частях соприкосновения его с электродами, после чего и происходит образование шва.
Содержание:

В месте соприкосновения электрода с металлом образуется сварное ядро, и именно в нем усилия, прилагаемые к электроду, делают металлические части после нагревания и расплавления соединенными между собой и более крепкими.
Именно это ядро во время точечной контактной сварки является самым важным и чтобы соблюсти при таком методе качество, прочность и нужные размеры, стоит знать:
Выбираете сварочный аппарат для работы с разными типами металлов? Читайте о видах сварочных аппаратов и сравнение их характеристик.
А если вам нужен простой компактный аппарат для дома, смело выбирайте инвертор. Узнаете здесь подробнее о параметрах и потребляемой мощности сварочного инвертора.
Технология точечной сварки одна из самых сложных, требующих высокой квалификации специалиста, но она позволяет одновременно заваривать несколько слоев металла.
Когда же электрод будет прикасаться к металлу только с одной стороны, тогда заваривать можно не больше двух частей за один раз.
Односторонняя точечная сварка широко используется, как в приборостроении, так и в машиностроении.
За счет уменьшения значения сварочного тока при шунтировании, но увеличения силы расплавления нижнего листа металла, повышается качество его соединения с верхней деталью. При таком способе используется циклы сварки.
Когда задействован только один импульс сварочного тока, используется его плавное нарастание в мягком режиме при повышении усилий сжатия электродов. Метод более экономичный, но настолько же не практичный.
Низкое сопротивление при шунтировании не дает возможности качественного проплавления нижней детали, что, в конечном итоге, ухудшает качество соединения.

Специалисты, умеющие запаять мелкие детали, что возможно только методом точечной сварки, – на вес золота. Аппараты для ручной точечной сварки стоят недешево, есть далеко не у всех, да и соблюсти технологию, когда прогревается нижняя деталь до определенной температуры, достаточно сложно.
Те, кто способны справляться с пайкой деталей ноутбука, компьютера, владеют и техникой точечной сварки аккумуляторов. Она нужна тогда, когда в какой-нибудь прибор нужен аккумулятор, возможно, нестандартной формы. Выполнить его можно путем соединения обычных батареек.
Самый простой, но не правильный способ, – это спаивание банок обычным паяльником. Такая конструкция не прослужит долго, а еще, скорее всего, выведет из строя устройство, так как сильный нагрев аккумулятора обеспечен.
Правильный способ – это сверхточное точечное заваривание. Именно так можно обеспечить надежный контакт между своеобразными банками батареи. Провод должен быть присоединен к батарее лепестками, которые затем будут припаяны к аккумулятору.
Самостоятельная точечная сварка в домашних условиях может быть выполнена при помощи самодельного аппарата. На промышленных предприятиях мощные профессиональные аппараты способны выполнять по 600 точек в минуту.
Умельцы изготавливают качественные аппараты из трансформатора микроволновой печи. Из него удаляют вторичную высоковольтную обмотку, магнитные шунты. Затем несколько новых деталей, прочное соединение их с основой – и аппарат готов.
Для скрепления небольших металлических изделий отлично подойдет холодная сварка. Читайте про применение холодной сварки в быту.
Соединение полипропиленовых труб осуществляется их нагревом и сплавлением. По этому адресу описаны методы применения аппарата для сварки полипропилена.
При проведении сварочных работ с использованием сварочной проволоки нужно удостовериться, что такой расходный материал соответствует обрабатываемому металлу. В этой статье приведены рекомендации по работе со сварочной проволокой нержавейкой.

Проще всего соединить алюминиевые детали шовным способом или точечной сваркой. Но высокая электрическая проводимость этого металла влечет за собой его сильный перегрев, поэтому во время работы очень часто используются теплоизолирующие стальные прокладки.
Точечная сварка алюминия предполагает, что эти прокладки не будут привариваться к деталям.
Перед началом работ, алюминиевые детали зажимают прессом точечной машины и обеспечивают постоянное, но небольшое, электрическое сопротивление той пленки оксидов, что образуется при нагревании алюминия. Его средняя величина – до 300 мкОм.
При этом точечная сварка алюминия и его сплавов нуждается в токе большой мощности. Когда необходимо заварить алюминиевые детали толщиной до 3 миллиметров, диаметр точечного ядра будет от 8 до 11 миллиметров.
Схемы точечной сварки, в том числе и алюминия, предполагает протекание тока без шунтирования от верхней детали к нижней.

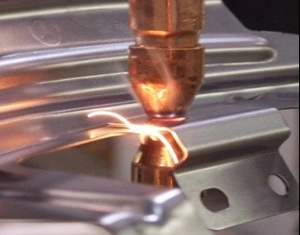
Мастера знают, как тяжело сделать точечную сварку на кузове, когда к нужному участку не подобраться с обратной стороны. В этом случае процесс проходит без присадочного материала, в качестве источника тепла выступает нагрев током большой силы.
Металл нагревается до плавления, ток сразу же отключается, а расплавленный металл, сжимаясь, образует стержень. Сварочное ядро при соблюдении технологии и после шлифовки не оставляет следа.
Точечная сварка для кузовных работ проводится споттером. Для одностороннего соединения, работы выполняются в такой последовательности:
Работая со сварочным аппаратом нужно обязательно пользоваться защитным щитком. Сварочный щиток хамелеон обеспечит удобство использования и полную защиту глазам.
Современные сварочные аппараты могут подключаться даже к комнатной розетке. На этой странице можно прочитать рекомендации о том, как использовать сварочный аппарат в домашних условиях.
Работая со сварочным оборудованием важно понимать его внутреннее устройство. Читайте тут про устройство сварочного полуавтомата.
Медленное выравнивание вмятины, буквально по миллиметрам, не разрушает целостности металла. Можно проводить заваривание кузова и другим способом.
В этом случае принцип работы точечной сварки следующий:

Конденсаторная точечная сварка – осуществляется за счёт использования ранее запасенной энергии. Данная энергия накапливалась в конденсаторах во время их зарядки от выпрямителя. Когда в нужный момент будет происходить разрядка, энергия преобразуется в теплоту.
Разновидности:
Без трансформаторная. В процессе конденсатор подключен непосредственно к деталям. Его разряд начинается в то время, когда происходит удар по верхней детали.
Начинается оплавление торцов, в результате чего они соединяются. Используется такой вид при стыковом методе.
Трансформаторная. Здесь конденсаторы разряжаются на первичную обмотку трансформатора, а детали зажаты между электродами вторичной цепи. Трансформаторная разновидность применяется при точечном и шовном методе заваривания деталей.
Из других методов можем посоветовать плазменную сварку, которая способна работать с металлом больше толщины. А также более функциональную и универсальную сварку полуавтомат.
Точечная сварка – это высокотехнологический метод заваривания деталей, доступен он, в основном профессионалам. Но при неукоснительном соблюдении технологии, результат должен быть весьма достойным и, что немаловажно, места таких соединений будут абсолютно незаметны.
 Лазерная сварка При сваривании металлической поверхности с помощью лазерной сварки весь процесс осуществляется лазерным лучом, который генерируется квантовым […]
Лазерная сварка При сваривании металлической поверхности с помощью лазерной сварки весь процесс осуществляется лазерным лучом, который генерируется квантовым […]
Отправить ответ