Вы когда-нибудь смотрели на стык двух металлических труб или балок и чувствовали инстинктивное беспокойство? Даже если вы не инженер, глаз часто улавливает что-то «не то»: неровность, странный цвет или трещину. В мире металла это чувство редко обманывает. Внешний вид сварного шва - это первое и самое доступное свидетельство того, насколько надежно соединены детали. Красивый шов - это не просто эстетика для галочки в отчете. Это гарантия того, что конструкция выдержит нагрузку, вибрацию и время.
Многие новички думают, что главное в сварке - это отсутствие дыр. Но профессиональный взгляд ищет гораздо больше. Сегодня мы разберем, по каким признакам опытный мастер за секунды определяет качество работы, какие визуальные дефекты смертельны для конструкции и как отличить настоящий «рыбий скат» от бракованного соединения.
Анатомия идеального соединения: на что смотреть?
Чтобы понять, что шов качественный, нужно знать, как он должен выглядеть в норме. Идеальный сварной шов, выполненный дуговой сваркой покрытым электродом (MMA), напоминает чешую рыбы или след от рыбьего хвоста. Эта текстура называется «волнистостью» или «поперечными гребнями».
- Равномерная высота: Шов должен иметь постоянную высоту по всей длине. Резкие перепады создают концентрацию напряжений, откуда начнется разрушение при нагрузке.
- Плавные переходы: Место, где металл шва переходит в основной металл (корень шва), должно быть гладким. Не должно быть резких углов или подрезов (углублений вдоль края).
- Ширина: Ширина шва должна быть примерно в 1,5-2 раза больше диаметра электрода. Если шов слишком узкий, возможно неполное проплавление кромок. Если слишком широкий - перерасход материала и риск термических деформаций.
- Цвет: Для стали нормальным цветом является серебристо-серый с легким синеватым или желтоватым оттенком (из-за окисления при охлаждении). Яркая радуга, черный налет или зеленый оттенок указывают на перегрев или загрязнение.
Если вы видите такую картину, значит, сварщик контролировал скорость движения горелки, угол наклона электрода и силу тока. Это база, на которой строится прочность.
Опасные визуальные дефекты: почему они возникают?
Внешний осмотр позволяет выявить около 70% всех дефектов сварки. Остальные скрыты внутри объема шва и требуют рентгена или ультразвука, но внешние проблемы часто сигнализируют о внутренних катастрофах. Вот главные враги качества.
| Дефект | Как выглядит | Причина возникновения | Опасность |
|---|---|---|---|
| Подрез | Углубление вдоль кромки шва, похожее на канавку | Слишком большой ток, неправильный угол электрода, быстрое движение | Концентратор напряжений, начало трещины |
| Наружная пористость | Мелкие ямки или отверстия на поверхности | Загрязнение металла (ржавчина, масло), влажный флюс, ветер | Снижение площади сечения, коррозия |
| Непровар | Непроплавленные участки между слоями или в корне шва (видны при снятии подволока) | Малый ток, большое расстояние до детали, грязные кромки | Критическое снижение прочности соединения |
| Наплывы | Выступы расплавленного металла, не сплавленные с основным металлом | Малый ток, медленное движение, плохая подготовка кромок | Эстетический брак, возможный концентратор напряжений |
| Трещины | Разрывы металла, видимые глазом или под лупой | Перегрев, высокие напряжения, неподходящий состав электрода | Катастрофическое разрушение конструкции |
Обратите внимание на подрезы. Это самый коварный дефект. Он может быть едва заметен, но работает как микро-трещина. Под динамической нагрузкой (например, в каркасе дома или автомобиле) именно от подреза пойдет макротрещина, которая разорвет деталь. По ГОСТу глубина подреза ограничена строго: обычно не более 1 мм для ответственных конструкций.
Влияние технологии на внешний вид
Не все швы выглядят одинаково. Метод сварки диктует свои стандарты красоты и качества.
Дуговая сварка покрытым электродом (MMA): Здесь важна ритмичность. Качественный шов состоит из отдельных, хорошо спаянных между собой ванн. Если ванны не сливаются друг с другом, остаются промежутки - это признак нестабильной дуги или нарушения техники. Слой шлака после остывания должен легко отделяться ударами молотка. Если он держится намертво, возможно, был нарушен режим охлаждения или использован не тот электрод.
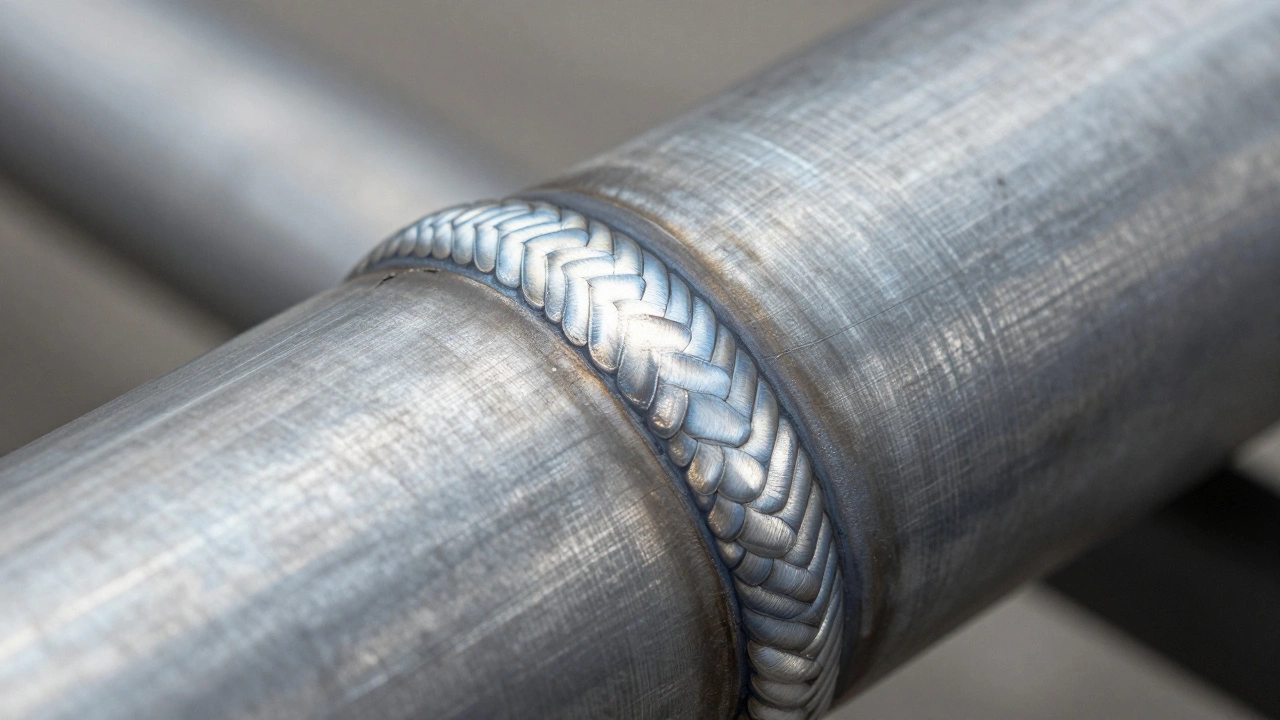
Аргонодуговая сварка (TIG/WIG): Этот метод дает самые аккуратные результаты. Шов должен напоминать «колбаску» или бусы, идеально ровные по высоте и ширине. Цвет здесь критически важен. Серебристый цвет означает защиту аргоном была идеальной. Синий - допустимый перегрев. Желтый, золотистый или серый - шов загрязнен кислородом, его прочность снижена, коррозионная стойкость (особенно для нержавейки) потеряна. Такой шов часто требуется зачищать или варить заново.
Полуавтомат (MIG/MAG): Шов получается более плоским и гладким, чем у MMA. Важна равномерность ширины. Если шов «прыгает» по ширине, сварщик плохо держал горелку или менялась скорость подачи проволоки. Брызги металла вокруг шва - не всегда брак, но их избыток говорит о неверных настройках газа или тока.
Как проверить качество самостоятельно?
Если вы заказали работу или хотите оценить свой собственный результат, вот простой алгоритм действий без специального оборудования.
- Очистка: Удалите шлак и окалину щеткой по металлу. Осмотр невозможен через слой мусора.
- Освещение: Направьте свет под углом к шву. Боковое освещение подчеркивает рельеф: ямки, поры и наплывы станут видны сразу благодаря теням.
- Лупа: Используйте увеличительное стекло (5-10 крат). Многие мелкие поры и микротрещины не видны невооруженным глазом.
- Простучите: Легкий удар деревянной или пластиковой киянкой. Звук должен быть глухим и однородным. Если слышится звонкий «дзынь» или пустотелый звук, внутри может быть непровар или крупная пора.
- Измерьте: Штангенциркулем проверьте ширину и высоту шва. Сравните с проектом или нормативами (обычно высота усиления - 2-4 мм для ручных методов).
Помните: визуальный контроль не заменяет неразрушающий контроль (УЗК, рентген) для ответственных конструкций вроде мостов или несущих ферм. Но для бытового строительства, ремонта авто или изготовления мебели этих методов достаточно, чтобы отсеять грубые ошибки.
Частые ошибки новичков, убивающие качество
Даже зная теорию, на практике легко ошибиться. Вот три самых частых причины, почему шов выглядит плохо:
- Страх перед дугой: Новичок держит электрод далеко от металла. Дуга становится длинной, нестабильной, металл не проплавляется глубоко. Результат - широкий, плоский шов с наплывами и непроваром в корне.
- Неравномерная скорость: То быстро, то медленно. Там, где сварщик замедлился, образовался горб (перегар). Где ускорился - канавка (недопрогар). Качественный шов требует механической памяти руки: одна скорость - один ток - один результат.
- Игнорирование подготовки: Сварка ржавого, масляного или мокрого металла. Газы из грязи попадают в расплавленную ванну, образуя поры. Никогда не экономьте на зачистке кромок до металлического блеска.
Качественный сварной шов - это результат дисциплины, а не только таланта. Он говорит о том, что мастер уважает материал и понимает физику процесса. Если вы видите ровную «рыбью чешую», плавные переходы и отсутствие посторонних цветов - вы можете спать спокойно. Ваша конструкция будет держать нагрузку.
Какой цвет должен быть у качественного сварного шва на нержавеющей стали?
Идеальный цвет - серебристый (металлический блеск). Допустим легкий синий оттенок. Желтый, золотистый, фиолетовый или серый цвета указывают на нарушение газовой защиты (проникновение кислорода), что снижает коррозионную стойкость и прочность шва. Такие участки часто требуют зачистки или повторной сварки.
Можно ли использовать шов с небольшими порами?
Это зависит от назначения конструкции. Для ненагруженных элементов (например, декоративные ограждения) мелкая пористость может быть допустима. Для несущих конструкций, сосудов под давлением или ответственных узлов пористость запрещена нормами (ГОСТ). Поры снижают площадь сечения и служат центрами коррозии.
Что делать, если на шве есть трещина?
Трещину нельзя оставлять ни при каких условиях. Она свидетельствует о высоких внутренних напряжениях или несоответствии материалов. Шов необходимо полностью удалить методом шлифовки или сверления, подготовить кромки заново и выполнить сварку повторно, возможно, с изменением режима или предварительным подогревом детали.
Как определить глубину подреза без специальных инструментов?
Точно измерить глубину подреза можно только штангенциркулем или профильом. Однако визуально можно оценить его опасность: если тень от края шва резко уходит вниз, образуя четкую канавку, это подрез. Если переход плавный, как скат, - это нормально. Глубокие подрезы ощущаются пальцем как острые края.
Влияет ли толщина металла на внешний вид шва?
Да, существенно. На тонком металле (до 2 мм) шов должен быть тонким и аккуратным, чтобы избежать прожога. На толстом металле шов будет шире и выше, часто выполняется многопроходной сваркой. Каждый последующий проход должен равномерно перекрывать предыдущий, создавая монолитную структуру без внутренних пустот.



